



һ���a(ch��n)Ʒ���� ��݁�D�������C(j��)�ǟo��������C(j��)�����Ã�(y��u)�|(zh��)��������ĥ���Ͼ����������ɣ������������^���������Ρ��ܺĵ͡������ʸߵȃ�(y��u)�c���o��������O(sh��)�䡣��ϵ�������C(j��)�m�÷����V�������������£� 1.�o���﹤ˇ������������һ�γ��ͣ�Ͷ�YС��ҊЧ�죬��(j��ng)��(j��)Ч��á� 2.����С�\�пɿ����o���U�ŷţ�������(w��n)�����S���㣬���̲��ֺ��������a(ch��n)�ɱ��͡� 3.ԭ���m��(y��ng)�ԏV���������a(ch��n)2.5—40mm�w�����w����(qi��ng)�Ⱥã������ڏ�(f��)����ϡ��t(y��)ˎ����������ϡ�ú̿��ұ��ȸ��Nԭ�ϵ��������������a(ch��n)��N��ȡ���N��ͣ������ЙC(j��)�ʡ��o�C(j��)�ʡ�����ʡ��Ż��ʵȣ���(f��)��ʡ� 4.�e��ϡ�������@�������@ϵ��(f��)���������
��������ԭ��
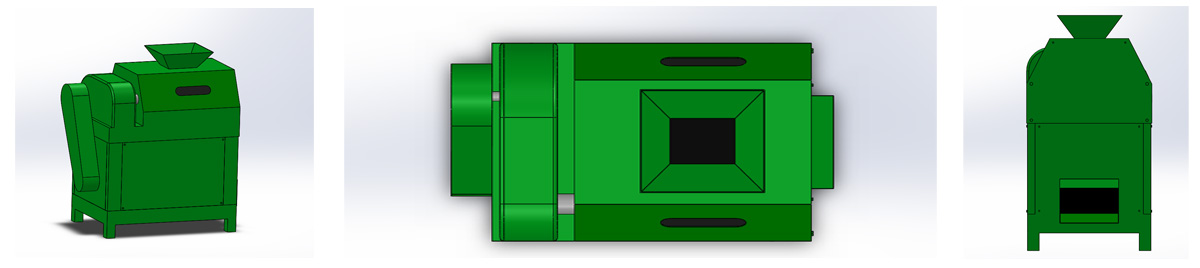
ԓϵ�Ќ�݁ʽ�����C(j��)��������D��ԭ�������ۄ����ϼӹ��������Π��w�����乤��ԭ���ǣ���늄әC(j��)�(q��)��Ƥ����Ƥ��݆��ͨ�^�p�ٙC(j��)���f�o�����S����ͨ�^���_ʽ�X݆�c�����Sͬ���������������Ϗ��M(j��n)�϶����룬��(j��ng)��݁�D�����ͣ�Óģ����Ȼ�����������ң�ͬ�r�S�������S�(q��)�ӵ�һ��朗l���Ӄɸ������������D(zhu��n)�����D�����͵��ճ�B���w�����x����K���·��Y�Y�³�Ʒ�w���ͷ��ϣ���(j��ng)�^���m(x��)�ĺY�֙C(j��)���F(xi��n)�w�����Ϻͻ��Ϸۄ��ķ��x������Ƥ��ݔ�͙C(j��)ʹ�������c���ϻ�ϣ��ٴ��M(j��n)���������S��늄әC(j��)�B�m(x��)�D(zhu��n)�ӣ����ϵIJ����M(j��n)�룬���F(xi��n)���������a(ch��n)��
�����Y(ji��)��(g��u)����
�����C(j��)���֞��Ĵ֣�
1.�C(j��)�ܲ��֣��C(j��)�����wȫ�����b�̶��ڙC(j��)���ϡ�ԓ�C(j��)�ęC(j��)�ܾ����Ã�(y��u)�|(zh��)̼䓰塢��䓺��Ӷ��ɣ����C(j��)�Y(ji��)��(g��u)��(w��n)����
2.����(li��n)�Ӳ��֣����C(j��)��늄әC(j��)�(q��)��Ƥ��݆�����ǎ����p�ٙC(j��)���ӣ�ʹ�C(j��)�^�����������݆��朗l�M�ɂ���朂��f�o������x�������֡����Мp�ٙC(j��)�c�C(j��)�^�������֣����������Nʽ(li��n)�S�����f�(q��)�ӡ�
3.�C(j��)�^�������֣��ɂ���݆ͨ�^�������N(li��n)�S�����f����������݁�S����݁ͬ���\�D(zhu��n)��һ���_ʽ�X݆���C���������S�ăɂ�(c��)���ض����S�м������{(di��o)���LƤ�g���ƫ���Ȳ��������b�ڙC(j��)���ϡ�
4.������x�������֣����Ͻ�(j��ng)�^݁�D����������(c��)�������҃�(n��i)���S���p�S���������D(zhu��n)�ӣ��ɷ��x�������ͷ����ϡ�
�ġ���Ҫ���g(sh��)����(sh��)
��ϵ�������C(j��)��݁Ƥ�ϵ���C���Π�ߴ��ҕ�Ñ����裬���^�����x�D���Π������^���A���Ρ����Ρ�ˎƬˎ���Π���Ҡ�������l�ΠĿǰ�����ñ����Π����Ҫ����(sh��)Ҋ����
��̖ | ����(kw) | �������S�S�� | �����S�S�� | ֱ��(mm) | �a(ch��n)��(t/h) |
DGZ-1 | 11 | 30216, 30215 | 6207 | 3~6 | 1 |
DGZ-1.5 | 18.5 | 32018, 32017 | 6207 | 3~6 | 1.5 |
DGZ-2 | 22 | 32219, 32219 | 6207 | 3~6 | 2 |
DGZ-3 | 37 |
|
| 3~6 | 3 |
�塢���b�{(di��o)ԇ���S�o(h��)���B(y��ng)
1.���b�������C(j��)���S���������C(j��)�����C(j��)������(j��)�C(j��)�M���ٶ��������c��ˇ���̈D����ϰ��b���ҳ���(bi��o)�ߺ�ˮƽλ�ã����C(j��)�C(j��)���е��_�ף��ɰ��b�ڻ������ϣ������������Ҫ���ι̵Ļ������ػ��ϣ���
2.�{(di��o)ԇ�����C(j��)���Sǰ���{(di��o)ԇ�^��ԇ�ú������{(di��o)ԇ��
�ʼn�݁�g϶�{(di��o)����
�Ȱ��S��������İ˗lM16��˨�Ʉӣ��D(zhu��n)��ƫ���ף��{(di��o)��������ĺ�ȣ���݁�g϶����ʹ��݁����ײ����С��(y��ng)������0.4-0.6mm֮�g���ڰ��S��������İ˗lM16��˨�Q�o���ɡ�
����C�Č�λ�{(di��o)����
�Ȱ��S��������İ˗lM16��˨�Ʉӣ����S����C���{(di��o)����ƫ�����w��˨��ʹ�S�����Ƅ��{(di��o)������C�������ɡ��ڰ��S��������İ˗lM16��˨�Q�o���ɡ������²�����C���ȰѸ��S���{(di��o)ԇ�P��7�lM10��˨�Ʉӣ��X݆��7�lM10��˨�������{(di��o)���{(di��o)ԇ�P�ϰ�̎픽z��ʹ���S�D(zhu��n)��C�������ɣ�Ȼ����{(di��o)ԇ�P��7�lM10��˨�Q�o���Ʉ�픽z������ʹ�á�
��݁Ƥ�ĸ��Q��
���������Ƀ�݁Ƥ��߅�Ě������ϣ�Ȼ�C(j��)�^��ăɸ�݁�S��ж����ȥ��ƫ���ס��S�еȲ����������Ƀ��������֬��Ȼ��݁Ƥ���S����ú���н���һ�죬�Ա��͝B������֮�g���g϶�����ډ���݁Ƥ��݁�Sһ��(c��)���_�A����b݁Ƥ�r����λ���ã����f݁���뉺���C(j��)������ֱ������݁�S�_�AС��݁Ƥ����Ͳ����݁Ƥ�ğo�_�Aһ��(c��)������
���b݁Ƥ�r���b���I��݁Ƥ���ی���(zh��n)�I��λ�ã�ͨ�^�����C(j��)������λ���_�A̎���ɡ�Ȼ�����ΰ��b�S�С�ƫ���Ȳ��������b�ꮅ���E�Ţ��{(di��o)ԇ���ɡ�
3. �דp�����
a.�L���S�� b.݁Ƥ c.�X݆ d.(li��n)�S�����N e.���ǎ� f.朗l�݆

����ʹ���֪
1.���C(j��)��(y��ng)�ڟoؓ(f��)����r���ӣ���(y��n)�������_����
2.��(y��n)�����σ�(n��i)�����F���M(j��n)�룬�����۔�݁�S��
3.�_�C(j��)ǰ�X݆̎ҪĨ�S�͡�
4.朗l���݆ÿ3��Ĩ�S�͡�
5.�S�����S��ÿ�����S�͘�ע�S�̓ɴΣ�ÿ�����¸��Q�S���҃�(n��i)�S�͡�
6.�p�ٙC(j��)ʹ��ǰ��횼�һ���X݆�ͣ�ʹ�X݆���͛]���X݆40-60mm(���ͳ�����֮��λ)�������M(j��n)�����a(ch��n)ʹ�ã�ÿ�Ă��¸��Qһ���X݆�͡�
7.���C(j��)�°��ʹ�������꣬Ҫ�����(n��i)�����ϣ�ĥ��݁��Ĩ�C(j��)�ͣ��U�C(j��)�ͼ��ɣ�����ֹ���P���g��
�ߡ���Ҋ���ϼ��ų�����
���} | ԭ�� | ̎������ |
��C�����eλ | 1.�{(di��o)ԇ�P��˨�Ʉ� | ���C��Q�o��˨ |
2.ƫ������˨�Ʉ� | ���C��Q�o��˨ | |
�������� | 1.���ϲ��㣬ˮ�ݲ����m | �M�㹩�ϣ��{(di��o)��ˮ�ݴ�С |
2.�g϶�^�� | �{(di��o)��֮݁�g���g϶ | |
3.��݁�����C | �{(di��o)��݁���C | |
��Ó�� | 1.���Ϻ�ˮ��̫�� | �ø��� |
2.����������(qi��ng)�Ȳ��� | �sС��݁�g϶ | |
3.�¸C����ֲ� | ʹ����ĥ���M(j��n)����ĥ |



 �ߴa�鿴�֙C(j��)վ�ߴa����
�ߴa�鿴�֙C(j��)վ�ߴa����





