


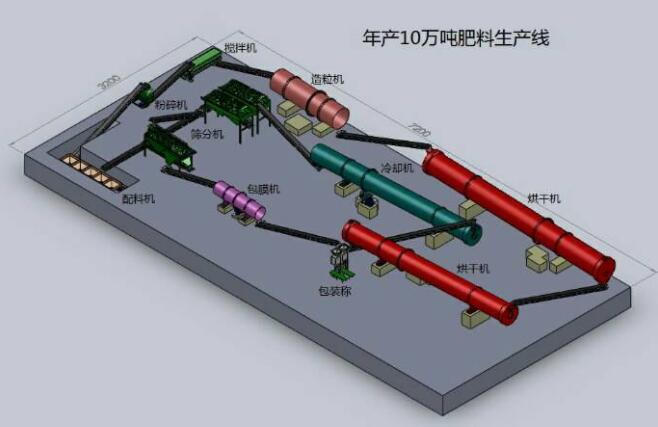
��a10�f���D�������C��ˇ
��1������
�l�ʹ��1����M�з��飬���l�ͺõ��ЙC���M�к�ɡ����顢�Y�֡�
��2�������c���
��ϵ�Ќ��÷������^���У�������ͬ������r����ͬ������ӟo�C�B���Լ���s�ЙC�|����Ԫ���ԵĵV���|��ʹ�����к��ж�Nֲ�����L����ĠI�BԪ���絪���ס�⛡��c���i���\���~�ȡ������䷽�������ס�⛼��l�ͺõ������M����X��Ȕ��裬ݔ���������C�M���������ЙC�c�o�Cԭ�ϵ��䷽����ͬϵ�ЮaƷ�M�л�ϡ��ڔ���C�ȳ�ֻ�������12%���s12����
��3������
����������ϵ����a�����ЙC�|�������w�S�ضࡢ���Ηl�������������ʹ��ܵĻ��Ⱥ�����a�^���Բ��˽��|�ߜص����c�����Ϸ�ʽ�ϲ��˲��È@�P�������D����������������@���N��ˇ��Ҫ��ԭ�ϵķ��鼚�ȸߣ�����ˮ�ָߣ�һ�㺬ˮ��Ҫ�_��30%���ң���˺�ɵ�ؓ�ɴ���Ч�����pʧҲ���ҳ����ʵͣ�(60%��70%����)�����a�^���зۉm�ܴ����h���ܲ��ˌ����ЙC����ʵ����a�����ԭh���D�������a�ı��^�ã��h���D����ԭ�Ϸ���Ҫ��ͣ������ʸ�(95%����)�����_���w����ˮ���ͣ���ɵ�ؓ�ɺ�С�����Ԝp����Ч�����ēpʧ���ۉmС�������h���^�á�
90���ďͺϷ�ԭ�ϲ��ÔD��������ԭ���M�������C�У������m����ˮ��������ճ�Y����������������ͨ�^Ƥ���C�����əC�M�и���w��ֱ����3.0-4.0mm�������ʴ���70%��
��4�����
������ϵ����a�^���У����H���κ��w����ˮ��һ�㶼Ҫ���^ָ�ˣ���Ҫ�͜غ�ɣ������ЙC�|ԭ�Ͻ��l�ͺ�ˮ���s��30%��40%���������w��ˮ��һ����15%��20%֮�g�������|��ָ��Ҫ��ˮ������14%�����M�к��̎������˸��﹤��������������a�^���в���ȱ�ٵ���Ҫ����ֱ��Ӱ푮a�����|�����ܺģ������x�����C����̖Ҏ���ƵĹ�ˇ�l���Ƿdz���Ҫ�ġ�
�������Ч����ں���^������ض��^�߶����������Ϻ�ɜضȲ��ø���60�棨һ��50�棩������c���Ͻ��|�ğ��L�ضȣ����������ϵĺ�ˮ����ͬ��������ͬ��һ�㲻���^130�棬����ֶܷο��Ɵ��L�ضȣ���������ߟ�Ч�ʣ��ֿ��Ա�����Ч����������������@Щ���c���x�Î�ʽ��əC���^���m��ԓ�C�m�ϵ͜ص�ˮ�ݺ�ɣ����ҿɶο��Ɵ��L�M��Ĝضȣ��_�����Ϝض�����������^���в�����Ҏ���Ĝضȣ��Cβ߀��������Ȼ�L��s�Σ�ʹ���Ϻ�ɺ��R�ϵõ���s����һ�C���õĹ��ܣ������Ժõ��w����������ϵĺ�ɣ��dz��m�ϣ��������Ϻ��ƽ�������w�������κ��Ɠp��ͣ���r�g�ͼ����ٶȿ����{������ȡ����Ѹ���Ч�������ڴ֟��L��ѭ�h���ã���Ч�ʸߣ���Դ�ɲ����Ӛ�偠t�ṩ��������
�ں�əCǰ���O��һ�ζ��������^�������ڴ˅^�g�Ɍ��F����������Ȼ�P�ϰ匢���ϓP�����г�ָ����əCβ��ͨ�^���L�C���ܵ����ğ�՚������M������ҳ�����β����ͨ�^�������^ϴ�������Ї��ܽ��m������ˮ��ˮ�ó��ѭ�hʹ�ã����^���ν��m̎����β�⽛���������⡣
��6����s
��ɵ����Ͻ�Ƥ��ݔ�͙C��������s�C���M����s����s�^����Ҫ�����L�C����Ȼ�՚⽛�ܵ�������s�C�Ќ������M����s����s�C���L������������L�C���ܵ����M�����ҵ�β���c���β��һ���M��̎�������⡣
��s��������M��Y�֣����w�����Ͻ�������c�Y���ķ���һ���M�뷵��Ƥ��ݔ���������C��������������Ʒ�M���ԄӰ��bϵ�y�M�а��b��



 �ߴa�鿴�֙Cվ�ߴa����
�ߴa�鿴�֙Cվ�ߴa����



